
Method Over Memory: A Systematic Approach to Extrusion Problems
- kevinpduggan
- Jan 26
- 11 min read
Updated: Feb 22
How to Problem Solve: When Your Checklist Fails and Panic Sets In
Years ago, I was stuck.
The plant where I worked had been running LDPE, LLDPE, and HDPE for years—smooth operations, predictable processes, problems we knew how to solve. But our PP business was growing rapidly, and with that growth came a problem that had me stumped: we could not consistently make flat enough sheet.
Day after day, I'd watch polypropylene coming off the line with warpage issues. My boss had me working on it full-time, and I could feel his impatience growing with every passing week.
And here's what made it worse: The extrusion line I was forced to use wasn't ideal for this application. Other lines in the plant—ones with better die designs, more sophisticated cooling systems—were already booked. I had to make it work with what I had, on equipment that was never optimized for what I was trying to do.
Finally, my boss made the call I'd been dreading: he brought in a tech service representative from the resin supplier.
When the Expert's Checklist Failed
I'll never forget that day.
The tech service guy showed up with his manual—essentially a problem-solution cheat sheet. He flipped through the pages, reading off troubleshooting steps I'd already tried. "Check your die temperature uniformity." Done. "Verify your cooling line setup." Already confirmed. "Adjust your line speed." Tried multiple variations.
I felt bad for him. He was clearly uncomfortable, reading from a script that wasn't written for our specific situation. His manual covered the standard PP processing issues—the ones that show up 80% of the time on properly equipped lines. But our problem was in the other 20%, compounded by equipment that wasn't designed for this material.
He left apologetic, promising to "get back to us" after consulting with his colleagues.
Meanwhile, production continued. The warpage continued. The equipment constraints remained. And the pressure from my boss definitely continued.
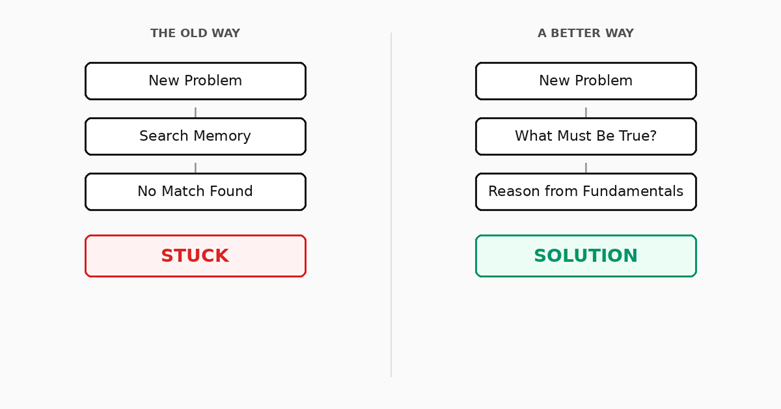
This is the moment when relying solely on memorized solutions betrays you. When the stakes are high and the clock is ticking, and your mental database returns zero results, pattern-matching doesn't just fail—it triggers genuine panic. The troubleshooter who has always relied on recognizing familiar problems suddenly finds themselves paralyzed.
The Checklist Trap We All Fall Into
When I started as an extrusion engineer, I did what most of us do: I frantically compiled lists.
Surging? Check the screw speed and back pressure.
Black specs? Investigate contamination sources and purge procedures.
Porosity? Look at moisture content and venting.
Die lines? Examine the die land and flow distribution.
Shrink and warp? Adjust differential cooling rates.
I treated each problem like a separate enemy to memorize and defeat. And for a while, it worked. When you're on the plant floor at 2 AM and product is running off-spec, that mental database is invaluable.
But here's what I've come to realize: I was building a library and at the same time I should have been developing a Problem-Solving methodology.
The limitation reveals itself the moment you encounter a problem you haven't seen before. New materials. New equipment. Unusual combinations. A defect that looks almost like something familiar but not quite.
And in those moments, without systematic methods to fall back on, every unfamiliar problem becomes a crisis. The pressure amplifies. The mind races but goes nowhere. Sheer panic takes over.
What Pattern Matching Really Is (And why It will sometime fail you)
Pattern matching is recognizing similarities between a current problem and past problems you've solved, then applying the same solution. Your brain asks: "Have I seen something like this before?"
It's fast. It's efficient. It works great for routine problems—probably 80% of issues.
But it has critical weaknesses:
Fails on challenging or complex new problems - no past pattern to match
Fails on similar-looking-but-different problems - false matches
Creates blind spots - you see what you expect, not what's there
Causes panic when it fails - if this is your only tool and it doesn't work, you're helpless
Both the tech service rep and I were initially trapped by pattern matching:
He was matching to "standard PP issues"
I was matching to "how PE materials behave"
Neither pattern fit the actual problem
Three Essential Problem-Solving Methods
When I finally stopped pattern-matching and started working systematically—that's when I made progress. These three methods became my emergency toolkit—the approaches that work when memory fails and panic threatens.
1. Reasoning from Fundamentals
Recently popularized as "first principles thinking" (a concept actually dating back to Aristotle), this means breaking problems down to their fundamental truths and rebuilding from there.
Instead of reasoning by analogy ("PE behaves this way, so PP should too"), you question every assumption and ask: "What must be true for this to occur?"
In my PP crisis, this was my anchor when nothing made sense. I stopped asking "What fix worked before?" or "What would I do with better equipment?" and started asking fundamental questions:
What I knew for certain:
Warpage results from differential shrinkage
Shrinkage in semi-crystalline polymers relates to crystallization
PP crystallizes differently than PE (different kinetics, different crystal structure)
My line had cooling limitations
Whatever solution I found had to work within these constraints
From these fundamentals, I rebuilt my understanding: PP's crystallization kinetics are slower than PE's. My cooling system, optimized for faster crystallizing PE, couldn't establish uniformity before slower -crystallizing PP raced ahead. The edges also crystallized before the center could equilibrate.
This pointed me toward nucleation agents—controlling nucleation sites to control crystallization uniformity. Critically, this was a solution I could implement without major equipment modifications.
Why this prevents panic: It gives you something concrete to do when you're out of ideas—strip away assumptions and return to certainties.
2. Inversion
Sometimes the best way forward is thinking backward. Instead of asking "How do I make flat sheet?", ask "What would guarantee warped sheet—especially on this particular line?"
The answers came fast:
Maximize temperature gradients across the sheet
Cool one side much faster than the other
Create conditions for uneven crystallization
Do not use the crystallizing grade with nucleation control
Push the line beyond its cooling capacity
Suddenly I had a clear picture of what not to do. But more importantly, I saw what I was inadvertently doing. My line's cooling limitations meant I was operating closer to that "worst case" scenario than I would have been on better equipment.
Why this works:
It's easier to identify what causes failure than what guarantees success
It reveals hidden problems in your current approach
It calms panic by giving you a "do not do" list when you're uncertain
3. Reframing and Breaking Down
Reframing changes the question itself. My breakthrough came when I stopped asking "How do I fix the warpage?" and started asking "What's causing differential shrinkage in PP that we didn't see in PE?"
That reframe shifted me from treating symptoms to addressing root causes. The problem wasn't "warpage"—that was just the visible outcome. The problem was "uncontrolled crystallization kinetics in a system designed for a different material."
Breaking down made things easier to manage:
By process: Extrusion → Die → Cooling → Takeoff (Where does warpage begin?)
By component: Resin properties, die design, cooling system (Which variables matter most?)
By constraint: What can I change vs. what's fixed by my equipment?
By mechanism: Heat transfer, crystallization, stress development (What drives this?)
By comparison: Why flat with PE but warped with PP? (What's different?)
Each breakdown gave me testable hypotheses. The constraint analysis forced me to separate "nice to have" solutions from "actually possible" solutions.
When you're frustrated and under pressure, breaking down gives your racing mind something productive to do instead of spiraling in overwhelm.
The Danger of Confusing Correlation with Causation
This is where a lot of troubleshooting goes wrong, even for experienced engineers. Understanding this distinction is fundamental to effective problem-solving.
Correlation simply means two things vary together in a pattern. When one changes, the other tends to change predictably.
Causation means one thing actually causes the other through a clear physical mechanism.
The critical point: Causation always creates correlation, but correlation doesn't always mean causation.
Practical Example
You notice that every time die lines appear, melt temperature reads 5°F higher than normal.
The correlation: High temperature and die lines occur together
The tempting conclusion: "High temperature causes die lines, so I'll lower barrel temps"
The actual cause: A partially blocked screen pack is causing both increased back pressure (raising temperature) AND uneven flow distribution (causing die lines)
Lowering barrel temperature might accidentally help, but you haven't fixed the root cause. The screen pack will continue degrading, and the problem will return.
Distinguishing Them
Some correlations ARE causal relationships you can rely on:
Screw speed → output (mechanism: more flights pushing material per unit time)
Barrel temperature → melt temperature (mechanism: conductive heat transfer)
Die gap → film thickness (mechanism: flow restriction geometry)
Some correlations are NOT causal and will mislead you:
Summer months → gel defects (really: older resin inventory causes gels)
Night shift → higher scrap (really: cold equipment startups cause defects)
High amps → die lines (really: contamination causes both)
The Engineer's Diagnostic Questions
When you observe a correlation, ask:
Can I explain the physical mechanism? If you can't describe how A causes B, be suspicious.
Does the timing make sense? The cause must happen before the effect.
Can I test by isolation? Change the suspected cause while holding everything else constant.
What else changed at the same time? Look for confounding variables.
Could the causation run the opposite direction? Maybe B is causing A.
Is there a common cause? Maybe variable C is causing both A and B.
Watch Out for Confounding Variables
A confounding variable is the hidden troublemaker that influences both your suspected cause AND your observed effect, creating a false appearance of a direct relationship.
Example: The Seasonal Defect Mystery
You observe that summer months correlate with more gel particles in film. The tempting conclusion? "High ambient temperature causes gels. We need climate control."
But dig deeper: Your resin supplier has longer lead times in summer due to vacation schedules. You receive older resin stock. Older resin has more degraded polymer chains—that's what causes the gels, not the temperature.
The confounding variable is material age. Both hot weather AND gel defects are independently caused by summer manufacturing schedules. Install all the climate control you want—you won't fix the problem.
Example: The Operator Skill Illusion
Day shift produces less scrap than night shift. Easy conclusion: experienced operators produce better quality.
But wait: Day shift starts on equipment that's been running continuously. Night shift starts on cold equipment after weekend shutdowns. Cold starts have more temperature variations and longer stabilization.
The confounding variable is equipment thermal state. Blame the operators all you want—you won't solve the real problem, and you'll destroy morale.
How to Spot Confounders
Ask "What else was different?"
Look for variables that affect multiple things (time of day affects operator fatigue, equipment temperature, ambient conditions)
Consider cyclic patterns (daily, weekly, seasonal)
Test by controlling the confounder (compare summer vs. winter using only fresh resin)
The Balanced Truth: You Need Both
Before you throw away your troubleshooting checklist, let’s check the fine details.
Is technical knowledge versus problem-solving skills really an either-or proposition? No—that would be narrow minded a rule out options.
You can't apply problem-solving methodology to extrusion without understanding extrusion. You need to know that polymer degradation causes black specs, that uneven cooling causes warp, that trapped air causes porosity. The methodology is empty without domain knowledge.
The relationship is synergistic, not competitive. Domain knowledge tells you where to look; problem-solving methodology tells you how to look.
When you encounter surging, knowing it often relates to feed throat issues, screw design, or material inconsistencies gives you starting hypotheses. But the problem-solving framework tells you how to test those hypotheses, eliminate variables, and verify your solution.
The Refined Approach
New extrusion engineers should develop both technical knowledge AND problem-solving methodology in tandem, with increasing emphasis on methodology as experience grows.
Early in your career: Learn those common solutions—they're your foundation. But simultaneously, pay attention to how experienced engineers solve problems. Notice their diagnostic process, not just their solutions.
As you progress: When you encounter a familiar problem, don't just apply the known fix—ask yourself why it works. Challenge your understanding. This deepens technical knowledge while honing analytical skills.
When you face new problems: Resist the urge to pattern-match to the closest familiar issue. Work through it systematically. You might take longer initially, but you'll build problem-solving muscles that serve you for decades.
Poor Troubleshooting vs. Good Troubleshooting
Poor troubleshooting from confusing correlation with causation:
You "fix" the problem temporarily but it returns
You implement expensive solutions that don't address root cause
You create new problems by changing things that weren't broken
You waste time chasing ghosts
You develop superstitions instead of understanding
Good troubleshooting with proper causal understanding:
You fix problems permanently
You understand your process more deeply
You can predict and prevent future issues
You build real expertise, not just a longer checklist
You become the person others turn to for hard problems
Consider this contrast:
Bad: "Every time Joe runs the line, we get defects. Joe is a bad operator."
Good: "Joe always gets the Monday morning startup shift. Monday mornings follow weekend shutdowns. Cold equipment startup is our confounder. Let's test by having Joe run mid-week on warm equipment."
The difference? One approach fires Joe. The other fixes the process.
The Proof: Years Later
Years after solving the PP warpage, I faced surface pitting on TPO sheet—but only in gray color.
Instead of calling for help or searching for a "pitting fix," I reasoned from fundamentals: What does gray add? Pigments (carbon black and titanium dioxide). How might pigments affect crystallization? They act as nucleation sites, changing crystallization rate and shrinkage.
I lowered processing temperatures to reduce heat content thereby reducing the time PP had for crystallization. The pitting disappeared.
The same fundamental understanding that solved the PP warpage guided me to a solution in minutes, not weeks. This is what happens when you internalize the methods—they become your default problem-solving mode that makes you faster and more effective across all problems.
What This Looks Like in Practice
How do you actually develop this systematic approach alongside technical knowledge?
Keep a problem-solving journal, not just a solutions log. Document not just what fixed the issue, but the process of figuring it out. What hypotheses did you test? Which failed? What led you to the actual solution?
Practice root cause analysis even with solved problems. If adjusting die temperature fixed the die lines, why? What physical mechanism was at play?
Seek out unfamiliar problems deliberately. Volunteer for the weird jobs, the new materials, the troubleshooting that makes others nervous. This is where you build real capability.
Teach others your process, not just your solutions. Explaining how you think through problems clarifies your own methodology.
Before implementing any fix, ask:
Do I understand the mechanism?
Am I treating cause or symptom?
Have I ruled out confounders?
Can I predict what will happen if I'm right?
The Skill That Separates Good from Great
Looking back, I'm grateful for that experience—both for solving the problem and for learning how to solve problems under constraint.
The tech service rep wasn't incompetent. He was a victim of his own success. His manual worked so often that he'd never developed robust methods for when it didn't. He could pattern-match brilliantly, but he couldn't problem-solve from first principles when conditions weren't ideal.
The most capable engineers I know don't just have solutions—they have a systematic way of finding solutions they don't have yet.
They don't panic when the problem isn't in the manual. They don't randomly adjust parameters hoping something works. They don't confuse correlation with causation or blame operators when confounding variables are at play.
Instead, they observe systematically. They hypothesize based on mechanism. They test methodically. They verify their understanding. They fix the root cause, not the symptom.
That's the skill worth developing from day one.
The Reality is
Sometimes in extrusion, we do fix problems without fully understanding causation. We try something, it works, we move on. That's reality when production pressure is high.
But if you want to move from technician to engineer, from novice to expert, you need to go back later and ask: "Why did that work? What was really going on?"
That's how memorized solutions become genuine understanding. That's how correlation becomes causation. That's how a checklist becomes a methodology.
The Bottom Line
Your checklist of solutions to common problems? Keep it. Use it. Build it. It's valuable.
But don't let it become a crutch. Don't let it replace understanding. Don't let it be the only tool in your kit.
Because the day will come—probably sooner than you think—when you're standing on the floor with a defect you've never seen before, no time to call anyone, equipment that's less than ideal, and no perfect match in your troubleshooting guide.
On that day, the engineer with just a checklist panics.
The engineer with a problem-solving system gets to work.
Memorized solutions make you faster in familiar territory with ideal conditions.
Methods make you capable in uncharted terrain with whatever you've got.
You're not supposed to have all the answers memorized. You're not always going to have ideal conditions.
You're supposed to have methods that work when memory fails you and reality isn't cooperating.
That's not a weakness. That's professionalism.
And it's the difference between being helpless when you face something new under constraint and being the person who figures it out anyway—not what you wish you could do, but what you actually can do.
That made all the difference for me, years ago, standing on that production floor, watching warped PP sheet come off a less-than-ideal line, equipment constraints blocking the obvious fixes, a tech service guy's manual offering nothing useful.
And finally understanding what I needed to do differently.
What's been your experience? Have you found yourself relying too heavily on memorized solutions, or have you developed a problem-solving framework that's served you well? The reality is probably messier than any blog post can capture—and that's exactly the kind of problem worth thinking through systematically.


Comments